

用镶套法修复工程机械部件
1.叉车转向桥的修复
一辆CPCD50型叉车因轮胎偏磨、转向不到位而进厂修理。解体转向桥发现:转向桥滚针轴承散架,立柱销孔磨损量达2 mm。经分析,决定采取扩孔镶套法进行修复。修复要点如下:
(1)因2立柱销孔总高度为280 mm,普通钻头长度不够,所以采用φ42.5 mm莫氏锥柄加长钻头,其有效钻距可达287 mm,在Z3040型摇臂钻床上1次同时钻削上、下2孔,保证了2销孔的同轴度。
(2)原机立柱销与转向桥间装配滚针轴承,其间为滚动摩擦,现扩孔后无相应尺寸的轴承,考虑到许多重型机此处都为铜套,遂决定将滚动摩擦改为滑动摩擦,镶配铜套的尺寸为φ42.5 mm×φ32 mm×46 mm。
此机器经修复后,轮胎磨损、转向不到位的问题得以解决。后来运用此办法又成功地修复了3台同型号的叉车。
2.起重机伸缩臂杆座孔的修复
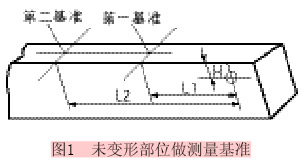
一辆加藤30t起重机第二节臂杆上伸缩液压缸活塞杆固定座孔变形严重,磨损量最大的一边已达3 mm。修复座孔的难点有二:一是因为伸缩缸较长,在进行伸缩运动时,座孔稍有偏差就会影响到活塞杆与臂杆断面的垂直度,所以对座孔定位精度要求较高;二是原来座孔板变形较大,在原有的基础上寻求精确定位的难度很大。现将我们采用修复方法介绍如下:
(1)先选取臂杆上未变形的部位做为基准,测量原座孔的位置,为防止出现大的误差,选取2个基准分别测量(见图1),并将数据进行比较分析,取接近的数据;实际作法是挖掉变形部位,补上新板后,并在其基准位置做好标记。
(2)为保证左、右座孔的同轴度,设计并加工了与座孔套有较高配合精度的芯轴。同时设计并加工了座孔套。
(3)根据预先标记的基准,在肋板上初步确定座孔位置,并割出焊接座孔套的圆孔,并修复磨光。
(4)将座孔套、活塞杆座孔套和芯轴装配好之后,一起放入肋板上的圆孔中。根据预先由测得定位参数标记的基准确定座孔套的具体位置,先进行点焊初步定位,修正之后,连续焊接,保证无气孔、夹渣和脱焊等。
(5)进行安装调试,结果第二节臂杆在第一节臂杆内伸缩自如,无卡滞现象。
利用此种镶套法成功修复过2台浦沅55 t起重机、多台地铆车臂杆。
3.起重机旋转分配器的修复
一台加腾NK250E型的起重机旋转分配器经解体后,发现壳体内5道环槽的台阶均有不同程度的磨损。为了节约资金,决定修复。
先将分配器壳体原环形凸台全部镗平,后镶入整体缸套;为了使原环形油道的截面积不变,保证原液压系统的流量和压力,须加深柱塞的环形油道(见图2)。具体工艺如下: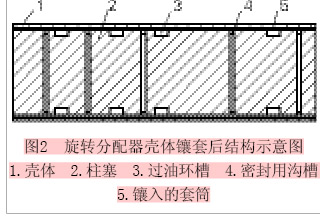
(1)选用ZM443型卡车发动机缸套,以其外径尺寸为基准,将分配器壳体上的环槽台阶镗掉。
(2)将缸套整体镶入,然后精镗和珩磨,使柱塞和缸套的配合间隙为0.08 mm,从而保证了原有的配合精度。
(3)改成整体式缸套后,原来壳体上的环槽已经消除,为了保证原液压系统流量和压力,应将柱塞上的环槽加深,加深量为原来壳体上环槽的深度。
(4)钻通油道孔。
旋转分配器经组装调试试机,修复效果良好。
4.起重机液压风扇轴的修复
一台多田野TG400型起重机液压冷却风扇不工作,解体后发现液压风扇轴和毂上的键槽皆严重磨损。该机冷却风扇为键驱动,不同于一般冷却风扇用胶带传动,为避免起重机停产,决定采用在风扇轴上镶套、加大毂孔径的修复方案。具体如下:
(1)将磨损后的风扇轴用普通焊条J422(直径3.2 mm)进行堆焊,冷却后在车床上将风扇轴车削至原尺寸。
(2)根据实际强度要求确定加大毂的孔径,并由此确定镶在风扇轴上的套筒外径。
(3)根据修复后的风扇轴轴径、加大毂孔径确定键槽、键的尺寸并加工。
(4)为防止套筒与轴松脱,需将套筒和风扇轴焊牢。
5.用铜套替代轴承
一台红岩牌拖车(前桥为驱动桥)因前桥异响进厂检修,解体前桥半轴支承轴承,发现其无内圈滚针轴承散架,因找不到合适的轴承更换,决定镶铜套替代轴承,铜套尺寸为φ65mm×φ50mm×25mm。更多详细内容:http://www.wxjunde.com/
铜套不象滚针轴承有一个比较大的空间可以储存润滑油,它与半轴配合间隙很小,润滑油很难进入到这个间隙里形成油膜。为保证正常润滑,在铜套内加工出2道左、右旋向的油槽。
该车修复一年多来,运行正常。
上一篇:拉丝模坯镶套的用途
下一篇:轧辊堆焊是“复活”轧辊的先进技术
相关资讯
-
解析轧辊堆焊的常见问题及实用处理方法
2026-05-13 -
具体介绍下轧辊镶套的核心优势
2026-02-06 -
轧辊堆焊定义解析
2025-12-10 -
轧辊镶套操作注意事项有哪些?
2025-09-11 -
轧辊镶套工艺过程简述
2025-07-09 -
轧辊堆焊后需要哪些检验?
2025-05-16 -
轧辊镶套在钢铁行业的应用
2025-03-13 -
轧辊堆焊的主要堆焊方法
2025-01-10 -
关于轧辊镶套的制造工艺简述
2024-11-09 -
解析轧辊堆焊技术及其在金属加工中的应用
2024-10-15
 苏公网安备32028202233383号
苏公网安备32028202233383号